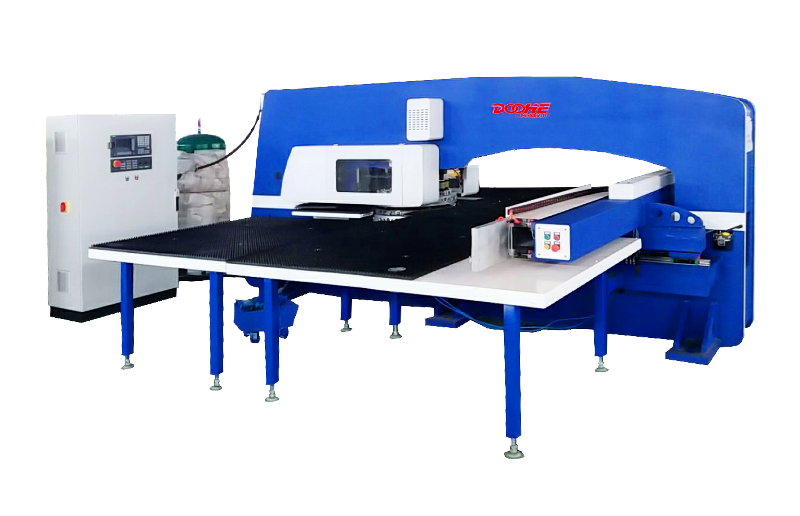
2003年
青岛东和科技平台式数控冲床,数控送料机开发成功
2005年
公司被评为青岛市高新技术企业,冲厚板的数控冲床开发成功
2007年
公司获得多项专利证书,数控转塔冲床研发成功,同年被评为青岛市科技创新企业
2010年
公司被评为高新技术企业,获得科学技术奖多项
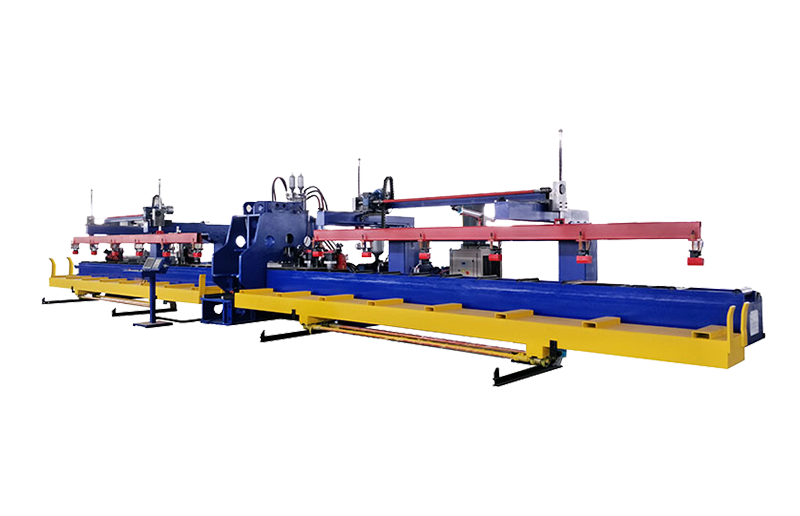
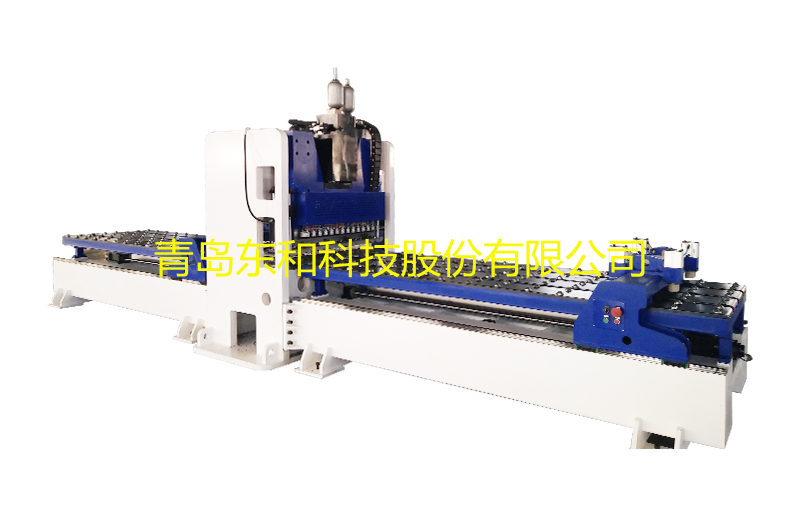
2013年
青岛东和科技股份三面大梁冲生产线开发成功
2014年
青岛东和科技股份伺服数控转塔冲床研发成功
2015年
青岛东和科技股份开发了全套发那科数控系统伺服转塔冲床
2016年
青岛东和科技股份开发了全套FANUC系统大梁冲床,数控液压厚板特殊孔冲孔机
2017年
青岛东和科技股份焊接机器人变位机研发生产成功
2018年
青岛东和科技股份与焊接机器人公司合作研发机器人焊接生产线






 联网备案号37021102001184
联网备案号37021102001184